S 級超微焊渣 Super Active TAWERS
透過整合熔接電源與機械手臂控制系統,Panasonic機械手臂開拓了熔接領域的新境界。國際牌氬焊機配合我們獨創的「熔接導航」系統,不僅能夠快速找到適合的熔接條件、提高工作效率、同時更能夠提升產品的品質。Panasonic優勢在於,它可以讓操作者更加輕鬆地在單一手控盒上完成機械手臂教示熔接軌跡控制及熔接條件之微調,可以大幅降低人工操作所需的時間和成本。我們相信,這項技術的應用將會為熔接領域帶來更多的可能性和發展空間。
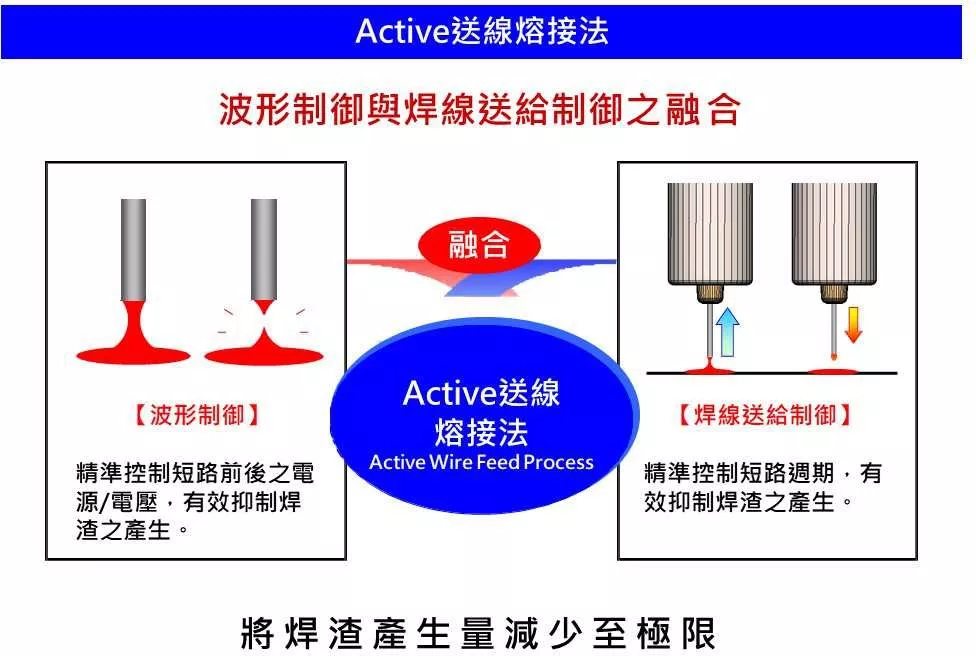
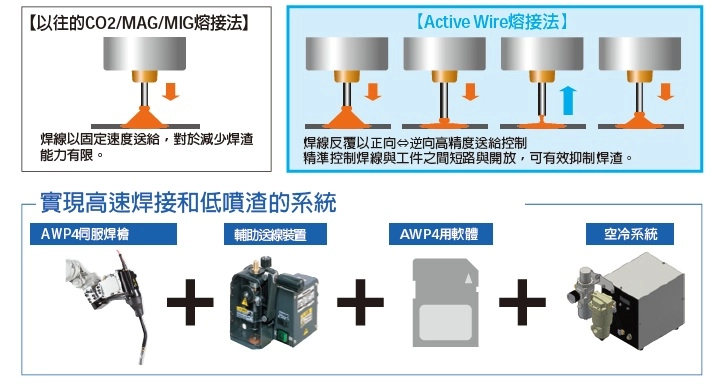
(S-AWP)熔接法
所謂的S-AWP為(Super Active Wire Feed Process)之意,透過擴大適用電流域與高精度焊線送幾送給之功能可明顯達到以下成效:
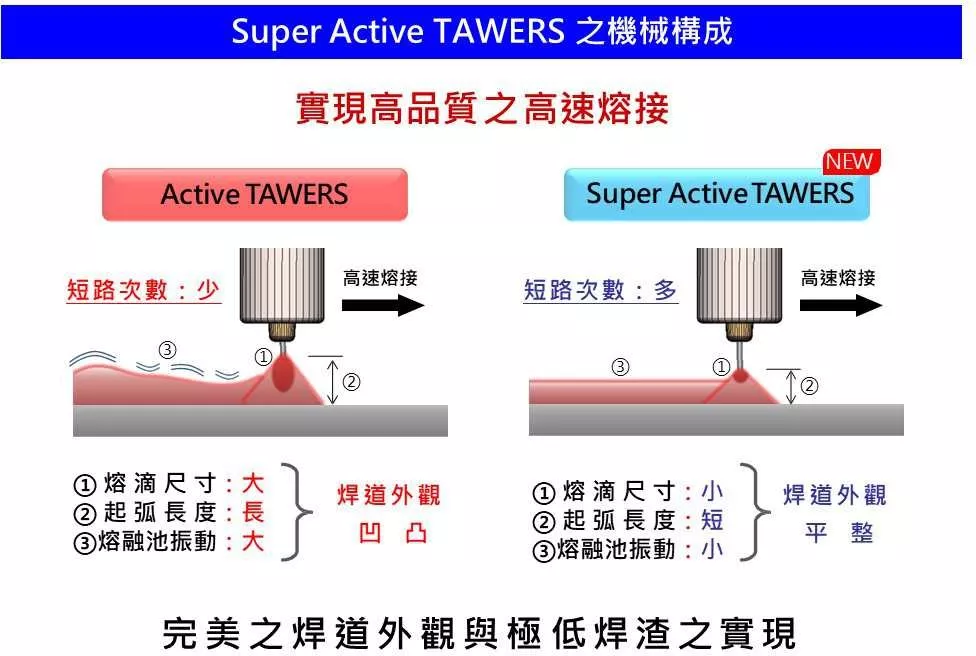
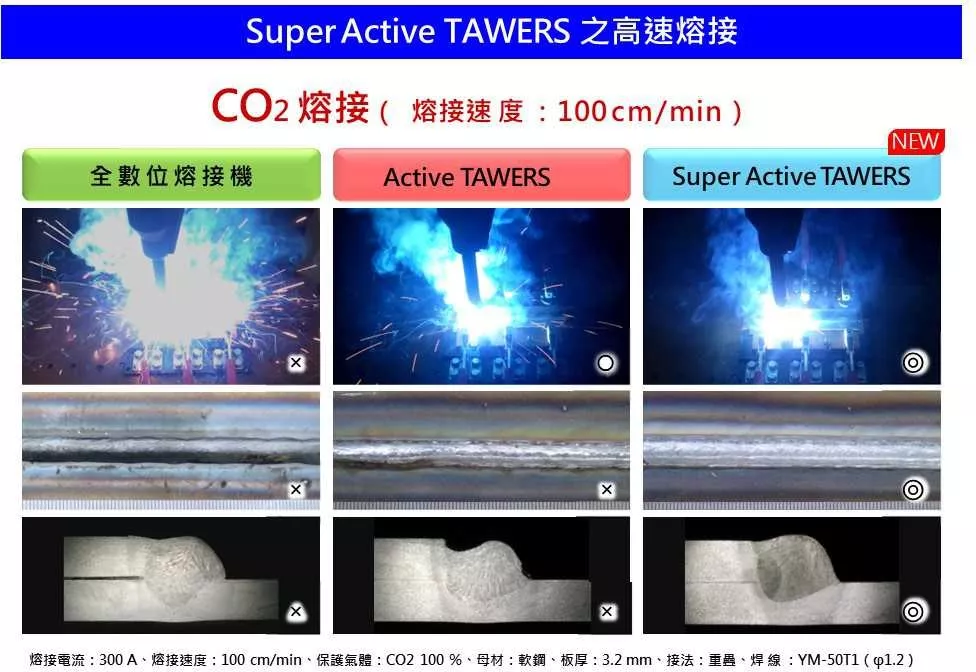
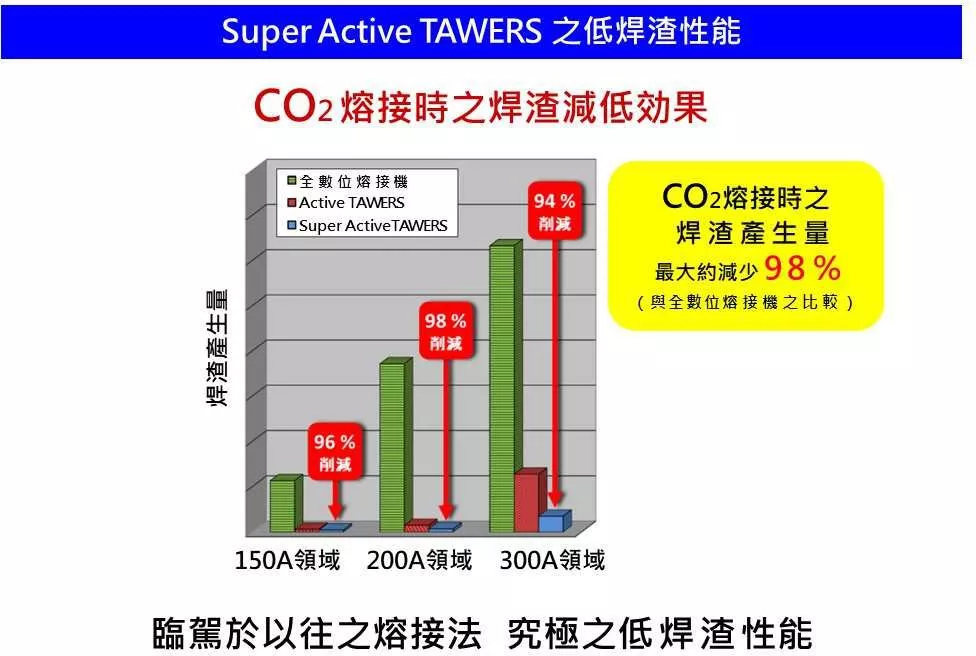
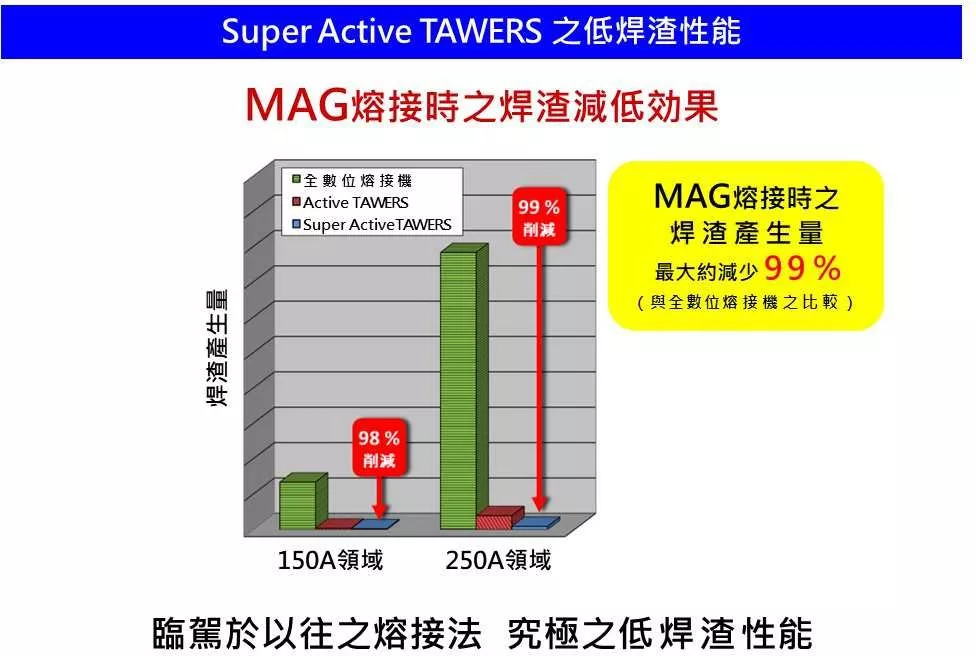
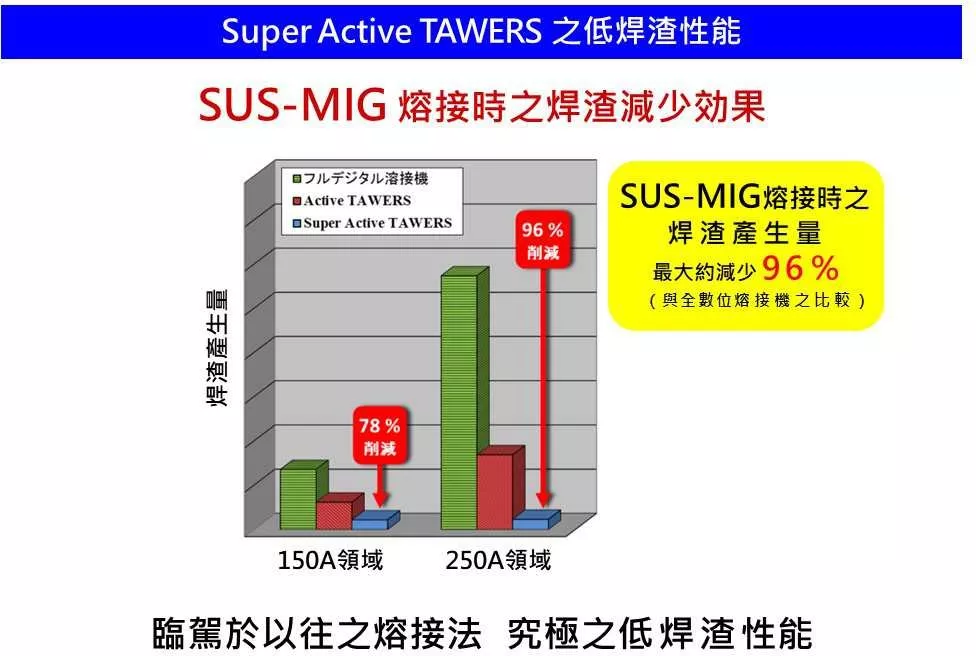
●《高速熔接+微焊渣》明顯提升生産效能,減少後處理工序!
● 310 A的使用率為100%!
※(使用CO2實心軟鋼φ1.2 mm焊線及搭配空冷機構之場合)
進化 HBC process 薄板、高張力鋼板等熔接效能
低入熱控制,提升熔接速度,間隙容許度,防止薄板熔穿。
鍍鋅鋼板熔接技術

高電流 450A 更展現高速熔接與中厚板之熔接效果